
辊压机辊子在水泥、矿山等行业长期承受高压、高磨损工况,表面易产生磨损、剥落等问题,影响设备效率和使用寿命。药芯焊丝堆焊技术通过金属外皮包裹合金药粉的复合焊材,用电弧熔化在辊子表面形成耐磨/耐蚀堆焊层,可大幅提升辊面耐磨性,降低维护成本。
与其他堆焊方式相比,药芯焊丝堆焊拥有独特优势。其一,合金成分调配灵活,可依据辊压机辊子的实际工作环境与耐磨需求,精准调整药芯中的合金元素,打造适配的堆焊层。其二,焊接工艺性能出色,焊接过程稳定,熔敷效率高,能够快速完成堆焊作业,减少设备停机时间。
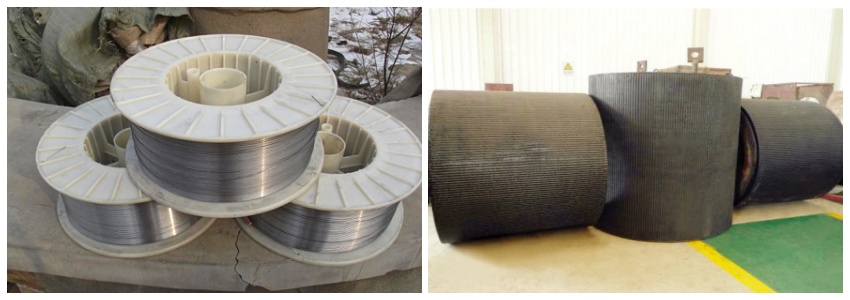
我公司生产多种型号的药芯焊丝,在辊压机上堆焊使用的焊丝主要有以下几种:
1. ZM用于辊压机修复中综合过渡层的堆焊,抗裂性非常好。
2. ZD1为第一层焊接材料,堆焊止裂过渡层用,能够有效阻止辊面的焊接裂纹和疲劳裂纹向辊体的延伸、发展,保护辊体不受破坏。
3. ZD2为第二层焊接材料,堆焊缓冲隔离层用。与ZD1、ZM堆焊层具有非常良好的结合性,同时又对ZD3堆焊层有很好的支撑作用。
4. ZD3为第三层焊接材料,适用于辊压机耐磨辊面的堆焊。堆焊金属具有较高的焊态硬度和良好的抗裂性能,具有优异的抗磨粒磨损和抗挤压磨损综合性能。
5. ZD310,ZD316,ZD330,ZD501,ZD600 ,ZD320用于辊压机表面耐磨花纹堆焊。属多元高合金强化,堆焊层具有比ZD3更加优异的耐磨粒磨损性能和抗挤压磨损性能。
在实际操作过程中,药芯焊丝堆焊辊压机辊子需要遵循严格的工艺规范。首先,要对辊子表面进行预处理,彻底清除油污、铁锈等杂质,确保堆焊层与辊芯能够良好结合。其次,根据辊子的材质、尺寸以及工作条件,精心选择合适的药芯焊丝与焊接参数,包括焊接电流、电压、焊接速度等。再者,堆焊过程中需严格控制层间温度,防止因温度过高或过低导致堆焊层出现裂纹、气孔等缺陷。最后,堆焊完成后,还需对堆焊层进行必要的后热处理,消除残余应力,进一步提升堆焊层的性能。
药芯焊丝堆焊技术为提升辊压机辊子的耐磨性提供了高效、可靠的解决方案。通过合理运用这一技术,企业能够有效提高设备的运行稳定性与生产效率,降低生产成本,增强自身在市场中的竞争力。

了解我们为当地生态做出的努力

了解我们是如何让产品更加耐磨

帮助您的商业利润成倍增加


